#1 – Why is my cycle time longer than when it was new?
Answers:
- It’s out of abrasive.
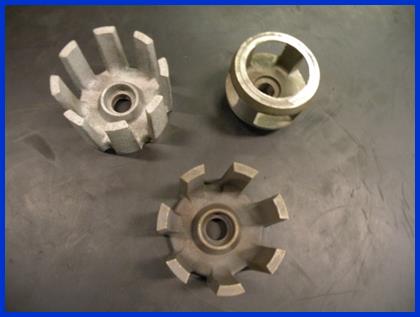
- The impeller is really worn, needs replaced.
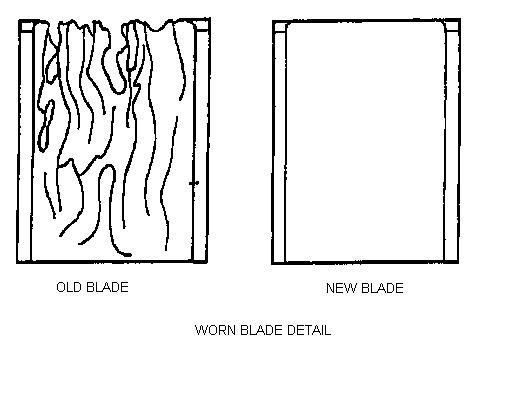
- The blades really worn, needs replaced.
- The control cage opening is enlarged and is causing blast pattern changes, needs replaced.
- You changed the blast wheel motor and the rotation is wrong.
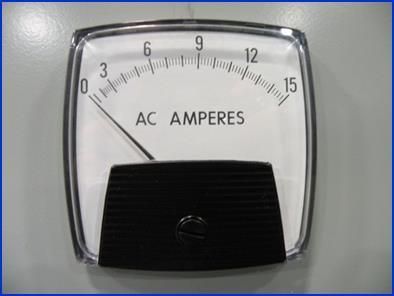
#2 – I can’t get the blast wheel amperage to get above idle, why?
Answers:
- The abrasive valve is closed. Check to see if the air is turned on, Make sure the abrasive valve adjusted properly, make sure the Mac valve is not leaking or stuck.
- The blast wheel motor is running backwards. Change rotation and re-check the blast pattern.
- The abrasive valve is clogged. Empty the hopper and check.
- Screens are clogged. Clean them.
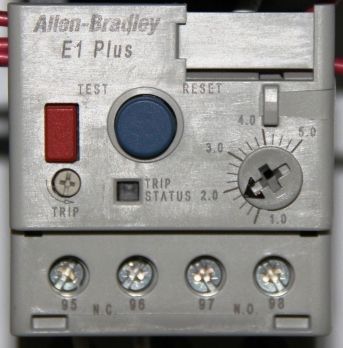
#3 – My recovery motor overload keeps tripping, why?
Answers:
- The elevator belt is loose or slipping causing this issue. Tighten it.
- The abrasive gate in the separator is restricting abrasive flow and backfilling the elevator. Raise it and tighten it down.
- The overload is malfunctioning or bad. Replace it.
- The overload is set below or bordering on the normal operating amperage. Slightly increase it by adjusting the dial.
- You have a loose wire. Check all wire connections.
- Trapped metal jamming the elevator sheaves. Clean and remove large foreign debris.
- Elevator belt may not be tracking properly. Adjust or replace if needed.
#4 – Why is my blast wheel motor vibrating so badly?
 Answers:
Answers:
- Something that rotates on the motor (impeller, blades, blocks, bare wheel, wheel hub) is out of balance. When rotating at 3600rpm it will be really apparent that you have an out of balance issue.
- Check all of the above items for wear. If you don’t find anything obvious then begin to remove them one at a time and find the result through a process of elimination. The last possibility is a motor bearing may have failed.
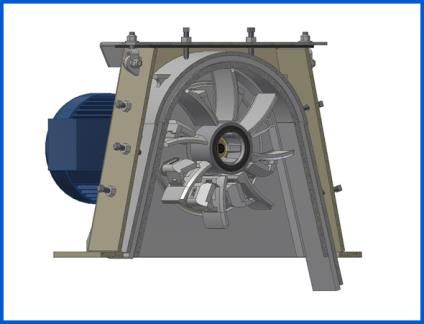
Blast wheel with front face removed.

#5 – Why am I going through more of one end liner than the other?

Answers:
- The blast pattern is off or it can be a result of abrasive trailing. In other words the abrasive leaves the tip of the blade on one side of the wheel and due to the high rate of speed it can trail to the other side with momentum. It is minimal but over time it will wear one side more than the release side.
- Your blast pattern is off. Check it with a painted plate of steel.
#6 – When should I replace my cast sheaves that are running my C-section V-belt recovery system?

Answer:
- Typically we recommend changing them at 80% of new, but the real concern is we need to prevent the bucket from crashing into the sheave which can cause the buckets to fall off from damage.

#7 – How do I adjust my tumble blast mill after I install a new mill belt?

Answer:
- You should properly tension it to create a ¼”-3/8” bow in the middle near the front roller. Tension the adjustment take up plates back to the factory paint line when applicable. You will need to run the mill conveyor belt for around 15 minutes or so in order to know for sure that the belt is tracking properly.
- If it is not tracking properly then check to see which direction the belt is going and tension the same side about 3/8” periodically until the belt becomes centered. It may take 3-5 minutes per adjustment in order for enough movement to take place. The belts typically move at a rate of 12 feet per minute.
#8 – My dust collector vacuum isn’t working like it used to, why?
Answers:
- The reverse pulse system isn’t working. Check it to make sure it’s pulsing.
- The air pressure is too low and it’s not pulsing like it’s supposed to. Increase air pressure to factory specification.
- The filter cartridges are clogged. Replace them.
- The dust pipes are clogged. Inspect and clean if needed.
- There is ambient air entering the duct somehow and reducing the air volume/CFM. Seal the duct.
- The slide gate is open pulling ambient air. Close it.
- Timer board is bad. Replace it.
- Solenoid valves are bad. Replace them. • Rubber valve bladders are bad. Replace them.
#9 – When do I change my filters cartridges?

Answer:
Gibson recommends that you change them at 5” of static. This is the point at which the filter media in the cartridge is unable to move enough air to evacuate your blast cabinet properly.
#10 – I just installed my dust collector and it won’t reverse pulse, why?
Answers:
- The electricity is not hooked up to the reverse pulse. Hook it up.
- The bolts on the bladder valve cover are loose allowing air to leak by the air pipe. Tighten them.
- The pneumatic air is off or not connected to the system. Connect it or turn it on.