Wheel or Air Blasting Stainless Fabrications?
Most stainless blast applications are done utilizing air blast delivery methods. Air blast could require an operator reaching into a blast cabinet or operating inside a blast room. The use of stainless shot or grit in a wheel blast system drastically cuts down on blast time, involvement from an operator, and overall operating costs.


Table Blast Systems efficiently blast heavy fabrications removing weld discoloration, leaving a clean and smooth surface.
Major Differences Between the Two Blast Delivery Systems:
Wheel Blasting Operating Principles



Abrasive Flow of 2,100 pounds per minute requires:
- One Operator
- (4) Blast Wheels @ 20 horsepower each
- Compressed air consumption 5.0 SCFM
- Compressor power 60 KW
- 80 horsepower
Advantages:
- Velocity of shot easily controlled through wheel speed.
- High flow rate of abrasive will provide high production.
- Economical – one 20 hp wheel can throw 525 lbs per minute equal to nearly seven 1/2” nozzles at direct pressure at 90 psi.
- Does not require very much compressed air.
- Low labor costs.
- Higher production rates.
- Complete coverage.
Disadvantages:
- Can damage delicate or thin parts.
- Not good for localized peening.
- Greater abrasive consumption.
- Can’t be used with aluminum oxide or glass bead.
Gibson 6BB Tumble Blast System – Fabricated Flanges – Blast Cleaning Wheel Blast
Gibson 36″ Power Table Blast System – Processing Stainless Fabrications
Air-Blasting Operating Principles
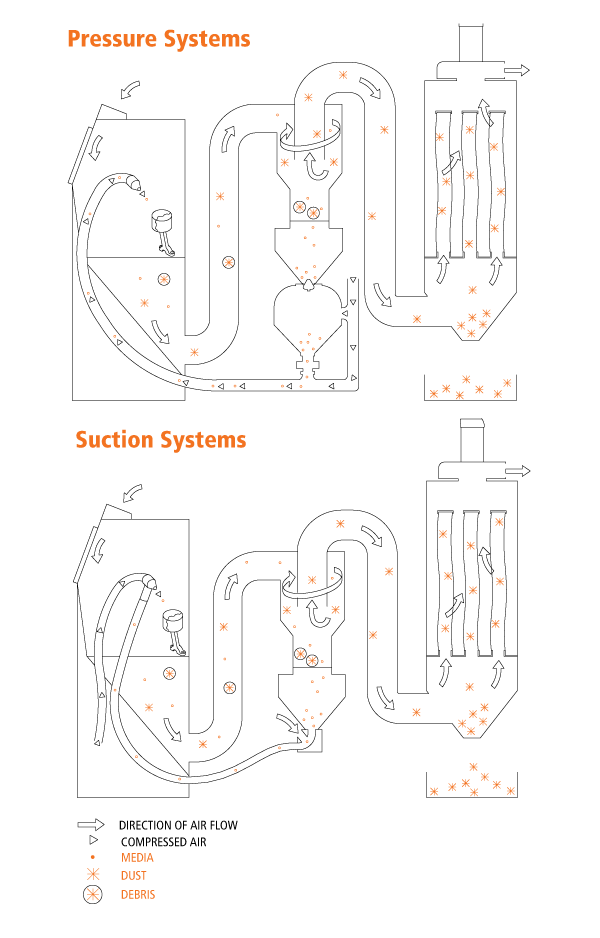
Blast media is pressurized in a blast tank or suctioned and propelled through a nozzle or multiple nozzles.
Abrasive Flow of 2,100 pounds per minute requires:
- (27) Operators
- (27) ½” Nozzles @ 90 PSI
- Compressed air consumption 8,370 SCFM
- Compressor power 1400 KW
- 1,876 Horsepower
Advantages:
- Great for localized peening or cleaning.
- Typically does not damage delicate or thin parts using the right media.
- Can be used with aluminum oxide & Glass Bead.
Disadvantages:
- Requires a lot of compressed air.
- High labor costs.
- Smaller blast pattern.
- Low production rates.
- Low abrasive flow rates.
Interested in making the switch? Contact Gibson Abrasive Equipment today and test parts in the process development lab.